بررسی و مقایسه خواص مکانیکی مقادیر تجربی و شبیه سازی مس خالص تولید شده به روش اکستروژن برشی ساده (SSE) با روش تجربی آهنگری چند محوره (MAF)
مصطفی بلالی – دانشجوی دکتری، دانشگاه بیرجند / دانشکده مهندسی
علی حسن آبادی – استادیار، دانشگاه بیرجند/ دانشکده مهندسی
چکیده مقاله:
روش تغییر شکل پلاستیک شدید به عنوان یکی از روشهای تولید مواد با اندازه دانه نانومتری مطرح میباشد.فرآیند
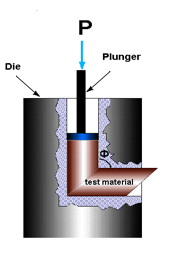
اکستروژن برشی ساده ( (SSE1 و آهنگری چند محوره (MAF2 ) به عنوان روشهای اعمال تغییر شکل مومسان شدید و دست یابی به ساختارهای نانومتری مطرح میباشند. در پژوهش حاضر تعداد پنج مرحله اکسترود نمونه ها در فرایند اکستروژن برشی ساده توسط پرس 100 تنی و هفت پاس نیروی پرس برای نمونه های آهنگری چند محوره صورت گرفت. پس از تهیه نمونه های فرآوری شده با استفاده از دو روش فوق به منظور بررسی خواص آنها، آنالیز های ساختاری و مکانیکی در مراحل مختلف فرایند انجام شد. خواص مکانیکی و فیزیکی نمونه های استاندارد تهیه شده به وسیله انجام آزمون های سختی ، کشش و متالوگرافی ارزیابی شد. این آزمایشها نشان دادند که سختی، تنش تسلیم ، استحکام و ریزساختار با افزایش مراحل SSE وMAF بطور چشمگیری افزایش می یابند. همچنین نتایج بیانگر آن بود که نمونه های فرآوری شده با استفاده از روش MAF از لحاظ مشخصات ریزساختاری و رفتار مکانیکی دارای خواص بهتر و بارزتری نسبت به روش SSE می باشد. و نیز از روش اجزای محدود به منظور شبیه سازی رفتار تغییر شکل آلیاژ مس خالص در حین فرایند اکستروژن برشی ساده استفاده گردید و توزیع کرنش برای نمونه ها بدست آمد. نتایج شبیه سازی اجزای محدود مطابقت خوبی با نتایج تجربی نشان داد. با توجه به نتایج شبیه سازی، بیشترین میزان کرنش موثر مربوط به ناحیه مرکزی نمونه ها می باشد.
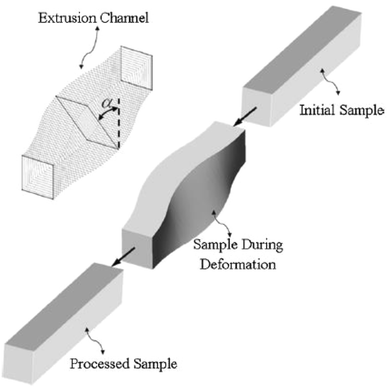
اکستروژن برشی ساده
کلیدواژهها:
تغییر شکل پلاستیک شدید، اکستروژن برشی ساده، آهنگری چندمحوره، خواص مکانیکی( یتنش تسلیم، استحکام و چکش خواری) ، شبیه سازی