
قالب گیری تزریقی به کمک گاز
بدون شک، مهمترین ویژگی مواد پلاستیکی، به عنوان یک خانواده عمومی، گستردگی آنهاست. در راستای ارتقای سطح دانش همکاران و عزیزان در زمینه تکنولوژی تزریق پلاستیک; مطالب زیر در اختیار علاقه مندان قرار گرفته است. آشنایی با علم پلیمر در راستای قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک بسیار مهم می باشد. از این رو امیدواریم تا مطالب زیر بتواند به علاقه مندان این صنعت برای ساخت قطعات پلاستیکی کمک شایانی کند. به ادامه بحث تخصصی قالب گیری تزریقی به کمک گاز در طراحی و ساخت قالب های تزریق پلاستیک پرداخته می شود.
قالب گیری تزریقی به کمک گاز
فرآیند قالب گیری تزریقی به کمک گاز، سطح جدیدی از انعطاف پذیری را به طراحی و ساخت قطعات پلاستیکی تزریقی اضافه می کند.
مانند قالبگیری فوم ساختاری، فرآیند قالبگیری تزریقی به کمک گاز اصلاحی در فرآیند قالبگیری تزریقی معمولی است.
با این حال، فرآیند با کمک گاز از بسیاری از محدودیتهای سطح، وزن جزئی و چرخه طولانی مدت فرآیند قالبگیری فوم ساختاری جلوگیری میکند.
فرآیند قالبگیری به کمک گاز قادر به تولید قطعات قالبیری شده سفت، تقریباً بدون تنش و بدون سینک، با سطح نسبتاً خوب است. الزامات نیروی گیره برای فرآیند با کمک گاز نیز کمتر از موارد مرتبط با فرآیند قالب گیری تزریقی معمولی است.
این فرآیند از نظر آزادی طراحی قطعات، مزیت زیادی دارد و به طور گسترده در بازارهای خودرو، ماشینهای تجاری و محصولات مصرفی استفاده میشود.
در مقایسه با قالب گیری تزریقی معمولی، فرآیند با کمک گاز از نظر کنترل فرآیند، به ویژه برای کاربردهای چند کویتی، حیاتی تر است.
بر خلاف قالبگیری تزریقی معمولی، که ضخامت دیواره قطعه توسط هندسه ابزار تعیین میشود، توزیع ضخامت دیواره برای فرآیند قالبگیری به کمک گاز هم توسط ابزار (برای بخشهای نازکتر قطعه) و هم توسط متغیرهای فرآیند تعیین میشود.
مانند درجه کم پر شدن، شرایط تزریق گاز و دمای قالب (برای نواحی کانال توخالی گاز)، که نشان دهنده اهمیت افزوده کنترل دقیق فرآیند است. علاوه بر این، هزینه صدور مجوز به طور کلی برای فرآیندهای قالب گیری به کمک گاز مورد نیاز است.
شرح محدودی از فناوری قالب گیری به کمک گاز در اینجا آورده شده است. فرآیند قالبگیری با کمک گاز معمولاً برای قطعات دیوار ضخیم مانند لولهها، دستگیرهها یا قابهای نوع کانال یا برای قطعات بزرگتر مانند محفظههای تلویزیون/کامپیوتر، پانلها، قفسهها یا شاسی استفاده میشود.
مزیت اصلی فرآیند برای قالبگیریهای دیوار ضخیم این است که می توان از مشکلات مربوط به مصرف بیش از حد مواد، فرورفتگی، تنش و زمان چرخه را میتوان با جدا کردن بخشهای مرکزی قالبگیری، اجتناب کرد.
این کاربرد های جریان کانالی محفظه ای یا بسته (contained channel flow) عموماً سادهترین کاربرد آنها هستند، زیرا گاز یک مسیر جریان کاملاً مشخص دارد.
در مورد دوم، این فرآیند در قالبگیریهای دیواره نازکتر به منظور کاهش تاب برداشتن، کاهش سینکهای مرتبط با دندهها و باسهای تقویتکننده و کاهش فشارهای مورد نیاز برای پر کردن ابزار اعمال میشود.
برای کاربردهای دیواره نازکتر، که به عنوان کاربردهای جریان کانال باز شناخته میشوند، کانالهای گاز ضخیمتر در طراحی قطعه ادغام میشوند تا یک مسیر جریان از پیش تعریفشده برای گاز فشرده فراهم کنند.
کانالهای گاز ضخیمتر نیز بهعنوان وسیلهای برای سفتکردن قطعه عمل میکنند، تقریباً به همان روشی که از دندهها برای سفت کردن قطعات قالبگیری تزریقی معمولی استفاده میشود.
طراحی و پردازش قطعاتی که شامل جریان گاز باز هستند دشوارتر است زیرا باید از نفوذ گاز به بخشهای دیواره اسمی نازکتر قالبگیری جلوگیری شود (زیرا گاز آزاد است در هر جهتی حرکت کند که نشاندهنده مسیر جریان با کمترین مقاومت باشد).
کانالهای جریان گاز باید بهگونهای اندازهبندی شوند و بهگونهای استراتژیک قرار بگیرند که هم پر شدن متعادل و هم اثر سفتکنندگی مطلوب حاصل شود.
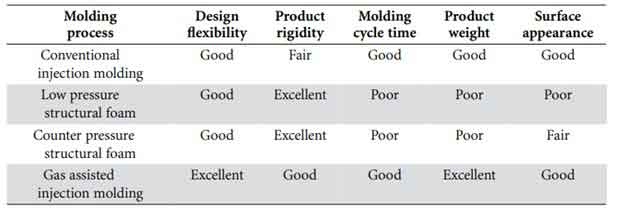
جدول زیر مزایای اساسی فرآیند قالب گیری تزریقی به کمک گاز را نسبت به سایر فرآیندهای قالب گیری خلاصه می کند. جدول مشخصات محفظههای بزرگ تلویزیون از جنس پلیاستایرن (به عنوان مثال، یک قطعه قالبگیری تزریقی بزرگ که باید هم زیبایی خوبی داشته باشد و هم توانایی پشتیبانی از بارگذاری خارجی) را که با استفاده از فومهای معمولی، ساختاری و فرآیندهای قالبگیری به کمک گاز تولید میشوند، مقایسه میکند.
این فرآیند یکی از روش های بسیار پرکاربرد در طراحی قالب های تزریق پلاستیک می باشد.
مقایسه انواع فرآیندهای قالب گیری تزریقی در ارتباط با ساخت محفظه تلویزیون پلی استایرن
نمایند.
دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)