مرحله بسته بندی گاز در فرآیند تزریق پلاستیک
فرآیند تزریق پلاستیک به کمک گاز یکی از فرآیندهای مهم در قالب گیری تزریقی می باشد. در این فرآیند پس از پر شدن، فشار روی گاز درون کانال ها حفظ می شود که به نوبه خود بر روی مذاب پلیمر اثر می گذارد. از آنجایی که کانال های گاز تحت فشار، در سراسر بخش های مختلف قطعه توزیع شده اند، توزیع فشار حفره نسبتاً یکنواخت است و در نتیجه پتانسیل تاب خوردگی را کاهش می دهد.
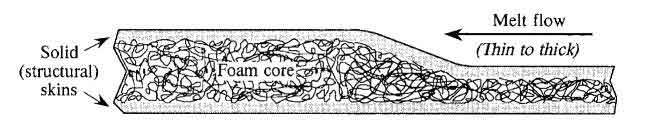
همانطور که قطعه در مرحله بسته بندی گاز سرد و منقبض می شود، نفوذ گاز اضافی رخ می دهد. سطوح بیرونی بخش های ضخیم قطعه فرو نمی روند زیرا بخش ها با هسته بیرون می آیند و با انجماد قطعه توسط گاز بر روی سطح قالب رانده می شوند.
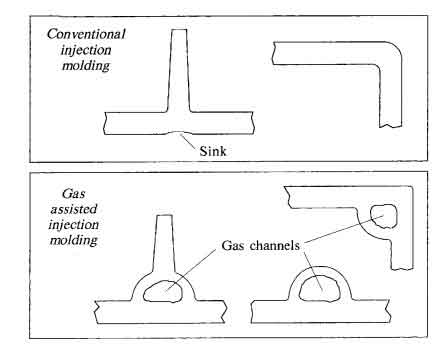
هر سینک در این بخش ها به جای روی سطح بیرونی قطعه، در داخل قرار می گیرد. فشار نامناسب بسته بندی نیز می تواند منجر به مشکلاتی شود. به عنوان مثال، بسته بندی بیش از حد می تواند باعث نفوذ گاز در خارج از کانال گاز به دیواره مجاور (انگشتی) شود که منجر به همان نوع عیوب مرتبط با نفوذ مربوط به پر کردن گاز به بخش های نازک می شود.
اصول طراحی فرآیند با کمک گاز
هنگام طراحی قطعات برای فرآیند قالب گیری تزریقی به کمک گاز، ضروری است که هم نگرانی های ساخت (قالب سازی) و هم الزامات استفاده نهایی در نظر گرفته شود.
این بدان معنی است که طراحی قطعه، طراحی ابزار و طراحی فرآیند باید به طور همزمان انجام شود (مهندسی همزمان). همچنین استفاده از شبیهسازیهای کامپیوتری فرآیند قالبگیری به کمک گاز قبل از ساخت ابزار با هدف بهینهسازی شرایط طراحی و فرآیند سودمند است.
استفاده از شبیه سازی فرآیند در ناحیه کمک گاز گسترده است زیرا فرآیند پیچیده تر از قالب گیری تزریقی معمولی است. در حالی که برخی از دستورالعمل های اساسی مرتبط با طراحی قطعات کمکی گاز وجود دارد، قوانین کلی به دلیل پیچیدگی فرآیند در همه شرایط اعمال نمی شود. فاکتورهای مهمی در مرحله بسته بندی گاز در فرآیند تزریق پلاستیک نقش دارند.
مواد
فرآیند قالب گیری تزریقی به کمک گاز با موفقیت در اکثر کلاسه های مواد ترموپلاستیک از جمله گریدهای پر شده و تقویت شده استفاده شده است. از آنجایی که فاز پر شدن فرآیند به کمک گاز بسیار حیاتی است (هم جریان مذاب و هم جریان گاز)، رفتار رئولوژیکی پلیمر تأثیر زیادی بر پردازش دارد.
طرح کانال گاز
طرح کانال های گاز شاید حیاتی ترین تصمیم طراحی مرتبط با فرآیند تزریق پلاستیک به کمک گاز در طراحی قالب های تزریق پلاستیک باشد. این چیدمان هم بر سختی محصول و هم بر رفتار فرآیند تأثیر می گذارد. طرح کانال گاز جریان گاز را از پیش تعیین می کند و بر جریان مذاب در مرحله تزریق شات کوتاه اولیه فرآیند تأثیر می گذارد.
از کانالهای جریان گاز با حلقه بسته که به به یکدیگر بر میگردند و یک حلقه را تشکیل می دهند باید اجتناب شود. مسیرهای جریان گاز (و مذاب) باید تا حد امکان متعادل باشند زیرا هم جریان مذاب و هم جریان گاز مسیری با کمترین مقاومت را دنبال می کنند.
کانال ها باید در جهت کلی جریان باشند و به گونه ای قرار گیرند که در نزدیکی آخرین ناحیه قطعه برای پر شدن (جایی که فشار در حین پر شدن کمتر است) خاتمه یابد. به عنوان مثال، کانال های گاز مورب برای یک قسمت مستطیلی با راهگاه مرکزی اسپرو مناسب ترین هستند.
از نظر پر کردن قالب، افزودن کانالهای گاز نسبتاً ضخیم میتواند مشکلساز باشد، زیرا معرفی آنها احتمالاً الگوی پر کردن را تغییر میدهد، با مشکل بالقوه عدم الگوی جریان مناسب برای ماده مذاب در طول کانالها. از الگوی نامناسب جریان برای ماده مذاب باید اجتناب شود زیرا می تواند منجر به تله گاز شود و به این دلیل که گاز نمی تواند کانال هایی را که کاملاً با پلیمر پر شده اند پر کند.
این مشکل زمانی که تعداد بیشتری از کانال های گاز مقطع کوچکتر استفاده می شود، کمتر اتفاق می افتد. متناوباً، مذاب را میتوان به بخشهای نازکتر قالب تزریق کرد که گزینه تزریق مستقیم گاز (به کانالهای گاز) در دسترس باشد.
هندسه کانال گاز
کانالهای گاز میتوانند هندسههای مختلفی داشته باشند و مانند دندهها، عموماً در سطح غیر ظاهری قالب قرار میگیرند. ضخامت قطعه در ناحیه کانال گاز باید بیشتر از دیوار مجاور باشد تا مسیر جریانی مشخص برای گاز فشرده ایجاد شود. ضخامت موضعی مرتبط با کانال گاز حداقل دو تا سه برابر دیواره اسمی است.
ضخامت حداقل کانالهای گاز ضخیمتر سختی بیشتری ایجاد میکنند، اما وقتی کانالهای گاز بیش از حد ضخیم میشوند، الگوی جریان ماده مذاب با مشکل مواجه میشود. به طور کلی بهتر است برای رفع این مشکل از کانال های گاز بیشتر و با مقطع کوچکتر استفاده کنید.
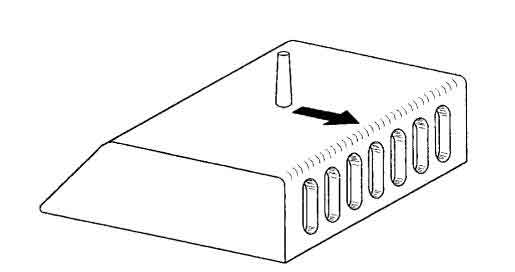
همانطور که در شکل نشان داده شده است، می توان دنده های تقویت کننده را برای سفتی بیشتر به کانال های گاز اضافه کرد.
هندسه کانال گاز معمولی برای فرآیند قالب گیری تزریقی به کمک گاز.
کانالهای گاز معمولاً در داخل کابینها، دندهها یا سایر ویژگیهای طراحی ادغام میشوند
عکس یک مقطع معمولی کانال گاز را نشان می دهد
روش شناسی طراحی
روششناسی برای طراحی قالبگیریهای گازی با جریان باز کانال در منابع مختلف توضیح داده شده است. همه این رویکردها به شدت بر استفاده از پر کردن قالب به کمک رایانه (برای بخش کوتاه فرآیند) و نرمافزار شبیهسازی قالبگیری به کمک گاز متکی هستند. فرآیند طراحی کلی شامل ایجاد یک طرح یا شبکه مناسب از کانال های گاز در سراسر قطعه و اندازه کانال های گاز به گونه ای است که پر شدن قالب و نفوذ گاز یکنواخت حاصل شود.
شرکت نوآوران علوم مهندسی پویا متخصص در طراحی و ساخت قالب های تزریق پلاستیک می باشد.