شیوه شکل دهی فلز
معرفی کتاب شیوه شکل دهی فلز
Metal Forming Practise
Processes – Machines – Tools
Authors: Tschätsch, Heinz
شیوه شکل دهی فلز
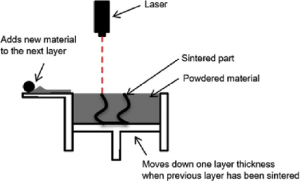
کتاب “شیوه شکل دهی فلز” ، ترجمه هشتمین نسخه اصلاح شده از “Umformtechnik” درآلمان ، آخرین فناوری در بخش شکل دهی فلز را تشریح می کند. قسمت اول مراحل شکل دهی و برش فلز را پوشش می دهد.که در واقع ویژگی این فرایندها ، امکانات و ابزار مورد نیاز و زمینه های کاربرد را شرح می دهد.
مثال های کاربردی نشان می دهد که چگونه باید نیروهای درگیر در شکل دهی و انرژی کرنش را محاسبه کنید. قسمت دوم ماشین های شکل دهی را تشریح می کند و نحوه محاسبه پارامترهای آنها را نشان می دهد. در این بخش همچنین سیستم های ساخت انعطاف پذیر در شکل دهی فلز و سیستم های کنترل دستی مورد نیاز برای اتوماسیون ، معرفی شده است(تغییر خودکار ابزار و سیستم های بالابر قطعه کار).
قسمت سوم شامل جداول و نمودارهای جریان با ارقام مورد نیاز برای محاسبه نیروهای شکل دهی و انرژی کرنشی است .
مزایای فنی استفاده از شکل دهی فلز به شکل خودکار و مهندسی مدرن CNC عبارت است :
” ذخیره مواد
” جهت مطلوب دانه
” کار سختی با شکل دهی سرد
این کتاب کلیه فرایندهای شکل دهی و برش فلز و ابزارآلات و ماشین آلات آنها راعنوان می کند.
برای اطلاع از دوره های آموزشی به اینجا مراجعه فرمایید.